
 Benton Foundry in Benton, Pennsylvania USA, is a state-of-the-art ductile and gray iron, green sand foundry. Their six automatic molding centers produce industrial castings which can be very intricate with up to 50 chaplets in a four-core assembly. The Foundry has been in production for more than 160 years and the Hall family has been in the foundry industry for nearly 100 years.
Benton Foundry in Benton, Pennsylvania USA, is a state-of-the-art ductile and gray iron, green sand foundry. Their six automatic molding centers produce industrial castings which can be very intricate with up to 50 chaplets in a four-core assembly. The Foundry has been in production for more than 160 years and the Hall family has been in the foundry industry for nearly 100 years.
In 2006, as a result of significant growth and a desire to further improve efficiency, Benton began evaluating its finishing processes. Benton foresaw the approaching change in demographics, recognizing that finishing room personnel were going to be more difficult to hire and even harder to retain. As an added challenge, one of the reasons for their growth is that they were expanding their market focus, adding a new molding line that would accommodate castings up to 250 lbs. The finishing area was not set up to accommodate castings of that size efficiently, and manually handling castings over 50 lbs. would not be part of the plan.
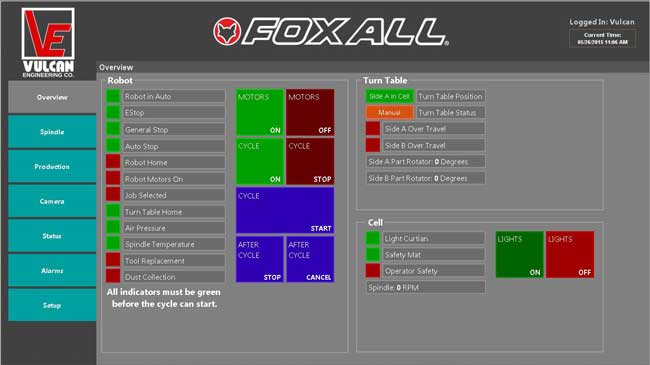
After successfully working with Vulcan Engineering in the past, Benton began the process of adapting the Foxall® Automated Casting Finishing cell to fit their finishing needs. Several parts were sent to Vulcan for evaluation and testing. Then, Vulcan worked with Benton’s team to fixture, program and grind the parts. President of Benton Foundry, Jeff Hall, stated that, “… a great benefit was having three of our employees at Vulcan for several days getting familiar with the process.”
Once the Foxall® was installed, the desired production was achieved with much more consistent parts. Fixturing and programming could be accomplished easily, quickly and inexpensively. The retention of operators over grinders has been a success, and abrasive costs were also greatly reduced. The robotic grinder’s closed capture ventilation was an added asset. This feature later proved to be an even greater potential advantage in light of the proposed silica regulations.
 In 2010, Benton installed a second Foxall® system. This particular unit was the first unit that Vulcan equipped with Force Control. This technology monitors the force on the spindle, allowing the robot to be programmed to run faster than units without this feature. Also, the use of Force Control helps to protect the robot from mechanical abuse that could lead to costly repairs.
In 2010, Benton installed a second Foxall® system. This particular unit was the first unit that Vulcan equipped with Force Control. This technology monitors the force on the spindle, allowing the robot to be programmed to run faster than units without this feature. Also, the use of Force Control helps to protect the robot from mechanical abuse that could lead to costly repairs.
Benton recently added two more units, including a larger Foxall® 636 unit that further exceeded expectations, and significantly reduced the payback period when grinding castings up to 250 lbs. “Generally, the larger the casting, the greater the productivity improvement. On the large end of our production envelope, we have had two operators replace seven floor grinders. In addition to time savings, both casting finish and consistency of grind have improved. The former floor grinders have been redeployed and the grinding room is a quieter, cleaner venue,” said Jeff Hall.
Throughout the industry: floor, bench, and stationary grinding have historically been very labor intensive with positions predominately held by men. Robotic grinding is a game-changer in that regard. Operator fatigue is decreased, safety is increased and fewer personnel are needed. Plus, it is easier to find employees for machine operators than for manual grinders. The work is generally suitable for men and women of all ages, thus significantly increasing the pool of potential candidates to run these systems.
Quality Control at Benton has experienced a decrease in parts that need to be reworked and/or scrapped since the dimensional consistency of ground parts has greatly improved. This decrease in unacceptable parts is also due to having steady, accountable operators. Jeff Hall says, “The robotic cells are there every day, never take a shortcut, and remember all their instructions.”
Over the years, Benton has improved the process of automation in their cleaning room by:
- Adding hoists and other equipment for faster and easier material handling.
- Continuing to work with Vulcan Engineering on additional features and programming options for their Foxall® systems.
- Working with individuals in the abrasives industry to be able to grind faster, longer and more accurately while using a variety of tools.
Currently, Benton is operating four (4) Foxall® units. Benton Foundry has an objective to continue their efforts to improve automation, while streamlining the existing cleaning and grinding operations to be able to robotically grind ~70% of all product within the next 3-4 years.
Benton Foundry, Inc.
5297 State Route 487, Benton, PA 17814-7641 | 570-925-6711
benton@bentonfoundry.com | www.bentonfoundry.com




 Vulcan Engineering Co., an established manufacturer and integrator of Foundry Equipment and Systems including Foundry Processing Equipment, Robotics, and Grinding equipment for the Foundry Industry is seeking a Sales Engineer to interact with our North American customers.
Vulcan Engineering Co., an established manufacturer and integrator of Foundry Equipment and Systems including Foundry Processing Equipment, Robotics, and Grinding equipment for the Foundry Industry is seeking a Sales Engineer to interact with our North American customers.

 Donovan™ Mold Handling equipment is designed to handle, roll over and close cope, drag or complete molds or flasks. This equipment can hold different molds level regardless of center of gravity. Vulcan Engineering has built capable hydraulic systems that can run continuously without overheating. Self-contained hydraulics ensure low maintenance, trouble-free operation.
Donovan™ Mold Handling equipment is designed to handle, roll over and close cope, drag or complete molds or flasks. This equipment can hold different molds level regardless of center of gravity. Vulcan Engineering has built capable hydraulic systems that can run continuously without overheating. Self-contained hydraulics ensure low maintenance, trouble-free operation.
 The Fox® Air Float Cut-Off machine is ideal for gate and riser removal on small to medium size castings, or castings on runner bars or trees. It is well suited for processing castings that are too heavy for operators to handle, as the air float feature makes moving large weights almost effortless. Compressed air is used to “lift” the gondola to allow the operator to “float” it around the table, and use the laser guide to align the casting into the proper cutting position. Once in position, a vacuum is used to securely hold it in place during cutting. The saw uses hydraulic down pressure for fast efficient removal of risers and gating.
The Fox® Air Float Cut-Off machine is ideal for gate and riser removal on small to medium size castings, or castings on runner bars or trees. It is well suited for processing castings that are too heavy for operators to handle, as the air float feature makes moving large weights almost effortless. Compressed air is used to “lift” the gondola to allow the operator to “float” it around the table, and use the laser guide to align the casting into the proper cutting position. Once in position, a vacuum is used to securely hold it in place during cutting. The saw uses hydraulic down pressure for fast efficient removal of risers and gating.
 “In 2009 we looked at five year projections showing sales would exceed current production capacity by 2015. That is when preliminary discussions started about our expansion,” Lodge stated. With this realization, Lodge had to consider current needs as well as future goals. In addition to a significant increase in capacity there would need to be ongoing considerations to maintain employee safety, increase the effective use of labor, enhance operational efficiency and provide for continuous product quality improvements overall while still allowing for future growth.
“In 2009 we looked at five year projections showing sales would exceed current production capacity by 2015. That is when preliminary discussions started about our expansion,” Lodge stated. With this realization, Lodge had to consider current needs as well as future goals. In addition to a significant increase in capacity there would need to be ongoing considerations to maintain employee safety, increase the effective use of labor, enhance operational efficiency and provide for continuous product quality improvements overall while still allowing for future growth. Phase I began with the addition of new melting capacity by expansion and additions to the foundry building in such a way as to not only avoid disruption of existing operations, but also improve melting efficiency and material flow through the process. The new melting systems and metal delivery equipment began production earlier this year. The initial phase will complete later this year with the startup of additional high volume fully automated sand, molding, pouring and casting handling systems.
Phase I began with the addition of new melting capacity by expansion and additions to the foundry building in such a way as to not only avoid disruption of existing operations, but also improve melting efficiency and material flow through the process. The new melting systems and metal delivery equipment began production earlier this year. The initial phase will complete later this year with the startup of additional high volume fully automated sand, molding, pouring and casting handling systems. “With Phase I of the project nearly finished, Lodge is on track to continue with this plan of updating and expansion over the years to come. This will also make work easier on our employees in terms of environment and safety. The layout leaves plenty of room to work.” In closing, Henry Lodge stated, “The biggest plus is being able to meet customer demand. Customers, it’s all about the customers! We can be comfortable growing the business and accept new customers when we are confident we can meet the increased demand while also having the utility to grow even more. While it is all about the customer, it is our hard working and dedicated employees who have built the Lodge brand through quality workmanship. We are not doing this just for now, we are thinking about 10-20-30 years ahead.”
“With Phase I of the project nearly finished, Lodge is on track to continue with this plan of updating and expansion over the years to come. This will also make work easier on our employees in terms of environment and safety. The layout leaves plenty of room to work.” In closing, Henry Lodge stated, “The biggest plus is being able to meet customer demand. Customers, it’s all about the customers! We can be comfortable growing the business and accept new customers when we are confident we can meet the increased demand while also having the utility to grow even more. While it is all about the customer, it is our hard working and dedicated employees who have built the Lodge brand through quality workmanship. We are not doing this just for now, we are thinking about 10-20-30 years ahead.”
 Using leading edge robotic/manipulator technology paired with Vulcan’s specialized hand control system, this telemanipulator allows the operator to manually control the robot’s movements. That means the operator moves the robot simultaneously with his hand movements for a true “hands on” experience. Some might compare this to jogging with a teach pendant, but Vulcan’s hand control system is very different.
Using leading edge robotic/manipulator technology paired with Vulcan’s specialized hand control system, this telemanipulator allows the operator to manually control the robot’s movements. That means the operator moves the robot simultaneously with his hand movements for a true “hands on” experience. Some might compare this to jogging with a teach pendant, but Vulcan’s hand control system is very different. , To clarify, the VTS™ is intended to be a manual machine a manipulator. BUT, with a few add-ons of equipment, it can be utilized as a fully automatic (unattended) robot. This might be useful if you have a need for manual processes some of the time and automatic processes at other times.
, To clarify, the VTS™ is intended to be a manual machine a manipulator. BUT, with a few add-ons of equipment, it can be utilized as a fully automatic (unattended) robot. This might be useful if you have a need for manual processes some of the time and automatic processes at other times.
 Fox® grinders and cut-off equipment have proven reliability, and offer the most productive casting finishing equipment available for the rugged, dirty foundry environment. Designed for maximum up time with the highest quality components, Fox® equipment has innovative designs that are assembled and arranged for easy service.
Fox® grinders and cut-off equipment have proven reliability, and offer the most productive casting finishing equipment available for the rugged, dirty foundry environment. Designed for maximum up time with the highest quality components, Fox® equipment has innovative designs that are assembled and arranged for easy service. Along with fast positioning of parts, the Air Float System incorporates a vacuum hold-down feature on the casting gondola. A foot operated electric control pedal activates floatation, keeping hands free for gondola movement. Once the foot pedal is released, the vacuum system secures the gondola to the table during cutting. An alignment laser is used to provide quick, precise alignment of the cut path. The gondola can be repositioned after each cut or left in position with the vacuum system holding it in place for processing higher quantities of the same part number.
Along with fast positioning of parts, the Air Float System incorporates a vacuum hold-down feature on the casting gondola. A foot operated electric control pedal activates floatation, keeping hands free for gondola movement. Once the foot pedal is released, the vacuum system secures the gondola to the table during cutting. An alignment laser is used to provide quick, precise alignment of the cut path. The gondola can be repositioned after each cut or left in position with the vacuum system holding it in place for processing higher quantities of the same part number.